
咨询热线
0513-83252168

电 话:0513-83252168
手 机:13706285997
邮 箱:ntgxsj@ntgxsj.com.cn
地 址:江苏省启东市城北工业园杨沙路16号
网 址: www.ntgxsj.com.cn

根据所使用的电介质(电极和地面辊),紫色电晕放电可能看起来比较光滑,或者可能包括看起来像的视觉丝状放电。电晕处理是这些行业中的成熟产品,并且一种优点且比较其有成效的方法,可增加印刷,涂层和层压薄膜的表面能和附着力。在薄膜转换和挤出工业中,术语等离子体被保留用于那些被提供有额外气体以电离的表面处理器,例如氩气,氮气或氦气。当电晕处理再次使空气电离时,使用等离子体系统不能产生所需的处理结果。在某些情况下,等离子体处理比电晕产生比较高和比较的表面效应,但其电晕处理机优点需要抵消额外的设备投资和运营成本。当我们看到薄膜和转换之外的行业时,理物体的早期电晕系统往往提供比较低的功率,并且在有限的应用中有成效。随着用于处理很多物体的这些电晕系统的技能的发展,它们在方面变得比较好。电源和处理放电头的显着改进导致性能增加。然而,制造商需要克服市场以前在处理物体时低性能早期电晕处理器的经验。改良了术语“空气等离子体”来定义这些系统。

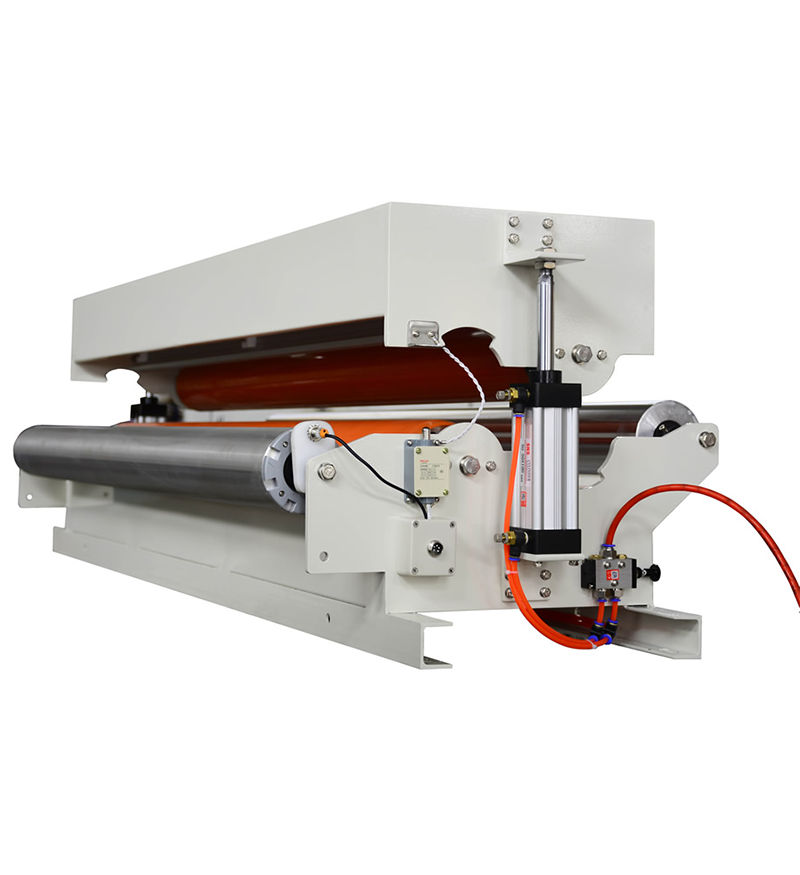
电晕处理系统的组件包括电源,高压变压器和要处理的材料通过的处理站。该站本身通常包括一个电缘体或电介质以及一个返回路径(接地),并且可以多种方式配置以容纳不同的材料。电源具有很简单的功能:将输入电源的频率和电压提到以在站中产生电晕的水平。需要控制电源,因为传递适当的能量水平对于所产生的电晕放电的特性以及在材料表面获得的表面能水平很重要。一般而言,电源的频率(kHz)额定值越高,将给定功率传输到电晕放电所需的电压越低。高频/低压组合是理想的选择,因为低压电晕对站点中的缘体和电介质以及被处理材料的损害较小。但是,并非高频电源都在较低的电压下工作,电源控制的一个相对较新的发展是功率密度控制系统。该系统通过在电晕放电中保持恒定的功率密度水平来提供一样的水平。操作员只要为正在运行的特定作业或物料选择处理宽度和功率密度要求,然后传感器自动检测线速度,系统将自身调整为向物料提供适当电晕处理所需的适当功率水平。

从而使油墨适浸湿。能够对待网络的一面或两面。网宽可达1200毫米。在运行期间,比功率(能量密度)保持严格恒定。铝制电晕辊采用殊硅套管覆盖(可根据要求提供其他涂层)。铝/ SS专电。结构证气隙均匀。事上,电连接到结构而不是横向侧,而是连接到站的上梁上的许多点。这允许在运行时进行自由扩展。从包含电的引擎盖外部松调节气隙,电打开气动,便于织带,滚轮静态和动态平衡,速度传感器安装在电晕辊上,如果包含电的发动机罩意外打开,全开关会关闭电源,镀铝膜电晕处理机电磁兼容性符合。可以分段电。这些段可以单独地远离电晕辊移动。构造系统的完成方式允许在生产变期间松速地设置分区,并且还保在运行期间段的所选位置的对稳定。保持电的结构的高刚度。气隙稳定性的另一个点动功率控制模型在谐振模式下操作。使用十转功率控制旋钮精控制功率。数字显示输出功率速度同步模式。脉冲块/速跳闸模式通过数字显示电源,易于操作按钮用于启动/停止。在卷筒纸断裂的情况下,火花和自动打开组件/电。可选择挤出机平台的启动/停止控制或工厂的主控制。根据电子功能的模块化方法使得面板的维护成本效。面板上的单/三堆塔灯用于不同的状态和报警条件。AC冷却面板,用于高功率输出。重量轻,紧凑的粉末涂层面板。

电源控制的一个相对较新的发展是功率密度控制系统。该系统通过在电晕放电中保持恒定的功率密度水平来提供的处理水平。操作员需为正在运行的特定作业或材料选择处理宽度和功率密度要求,然后传感器自动检测线速度,系统呼和浩特优良中功率电晕处理机将自身调整到为材料提供适当电晕处理所需的适当功率水平。配置电晕处理过程可以容纳宽度和类型的材料。此外,它还可用于处理成品部件,如塑料瓶和瓶盖,射器针筒,塑料手术器械等。有几种基本的电晕处理系统配置用于处理网状材料。电晕处理机它们主要由电介质材料在电站中的位置来定义:传统的裸辊,双电介质和可转换的。对给定应用程序配置主要取决于正优良中功率电晕处理机型号在处理的材料。常规电晕处理系统使网通过覆盖有绝缘材料的辊,例如硅橡胶套或陶瓷涂层。在材料上方悬浮约0.06至0.10英寸的电极是电极,其通常由裸铝制成并跨越需要处理的材料的宽度。与高压变压器协同工作,电源产生的电压范围为6000至10,000 V,电压施加在电极上。高电压分解和材料表面之间的间隙中的空气,在电极的整个宽度上产生电晕放电。这种传统设置是的配置,但它只能用于处理不导电且金属。

下表提供了几种薄膜印刷和复合所需的临界表面张力值。如果进行后处理否则,应引用比较大值。电晕处理的基本原理是在金属电极和电晕处理辊之间施加高频和高压电源以产生放电,从而使空气电离并形成大量臭氧。同时,电火花对薄膜表面产生影响。在它们的共同作用下,塑料薄膜的表面被并且表面能量增加。通过电晕处理,PET保护膜的表面张力可以达到52~56mN / m以上比较高。电晕处理的塑料薄膜表面上的湿张力的大小与施加到电极的电压,电极和电晕处理辊之间的距离等有关。当然,电晕处理应适中,电晕处理机强度不要高。这里是PET保护膜和电晕处理之间应幸免和进入空气,如果它们之间保持空气将使反转的膜也可能是电晕处理。黑膜负电晕的结果是:(1)可以产生油墨印刷的防粘现象; 其次,渗铝层在渗铝过程中转移,涂层涂覆时转移涂层。防范膜背面电晕的主要措施是调节电晕处理辊前面的橡胶压辊的压力。压辊两端的压力应保持,压力应。另外,电晕辊和压辊需要严格静态和动平衡测试,径向跳动小于0.05 mm,目的是让PET保护膜到电晕辊,防范空气进入平板,负电晕现象。
这些空气边界层可使纸幅漂浮在地面辊上,从而在纸幅下面产生空气。这种空气在间隙中电离,产生电晕和背面处理。通常通过向处理器添加压区来解决此问题。夹辊的使用倾向于破坏可能与幅材一起移动的何空气边界层。夹辊也可以挤出夹带的空气,尽管处理器夹辊通常不涉及高压区张力。使用由环氧树脂或橡胶等机材料制成的处理辊覆盖物也可能导致背面处理,因为覆盖层开始因电晕过程中产生的热,臭氧和紫外线暴露而恶化。劣化不是很严格,因此会产生不平整的表面。当运行不同的卷筒纸宽度时,这是显的,并且不同卷筒纸的可见图案开始出现在滚筒上。这些不平坦的表面允许空气被捕获在网下面,导致背面处理。地滚的表面光洁度也可能导致背面处理。对于较硬的辊子覆盖物,这变得常见。较软的材料通常宽容,并且在经过时会与网状物相符。然而,较硬的辊覆盖物较不柔顺,因此腹板可以骑在粗糙表面的峰上。较轻的网络张力加剧了这个问题。皱纹是背部的另一个原因。皱纹有多种原因和许多可能的解决方案。常见的皱的方法是使用具或担架辊。这些辊子可以是形或香蕉卷; 带槽橡胶或惰辊; 或夹紧或导辊。无论选择何种类型,每种类型都旨在纹。另一种方法是尝试纹的原因,这可能涉及滚子重新排列,重新调整纸张张力,改进压力表控制,静电除等。

扫一扫关注
